

Solid Carbide Drill - NTC - Ø 14.050 mm x 60 mm FL x 102 mm OAL x 14 mm Shank - AlTiN Coated -MAC2000 Grade - GP Series

- Stock: 1
- Model Number: SCD14.050x60x102x14-NTC-ALTIN-MAC2000(GP)
- Weight: 0.80kg
- Dimensions: 14.05mm x 60.00mm x 102.00mm
- SKU: 105
- UPC: 38623848836
- MRP: 19950.00
“SHIVMAC” Make
Solid Carbide Drill - NTC - Ø 14.050 mm x 60 mm FL x 102 mm OAL x 14 mm Shank - AlTiN Coated -MAC2000 Grade - GP Series
Catalogue Number ( Model No. ) : SCD14.050x60x102x14-NTC-ALTIN-MAC2000(GP)
PRODUCT FEATURES & TECHNICAL DETAILS
- High-Performance Solid
Carbide Drill
Designed for competitive machining environments requiring consistent and repeatable performance. - Advanced AlTiN PVD Coating
Latest-generation coating technology providing superior thermal resistance and extended tool life. - Universal Cutting Geometry
Optimized for a wide range of metallic materials, ensuring stable performance across diverse applications. - Reinforced Cutting Edge with
Corner Protection
Engineered to minimize premature edge chipping and improve operational reliability. - 30° Helix Angle
Optimized for balanced cutting action and efficient chip evacuation in general machining operations. - Ultrafine-Grain Solid
Carbide Substrate (K20 Grade)
Provides high wear resistance, edge stability, and dimensional consistency. - Manufactured on Advanced
5-Axis CNC Tool & Cutter Grinding Systems
Ensures precise geometry control and repeatable manufacturing quality. - Job Hardness Workability
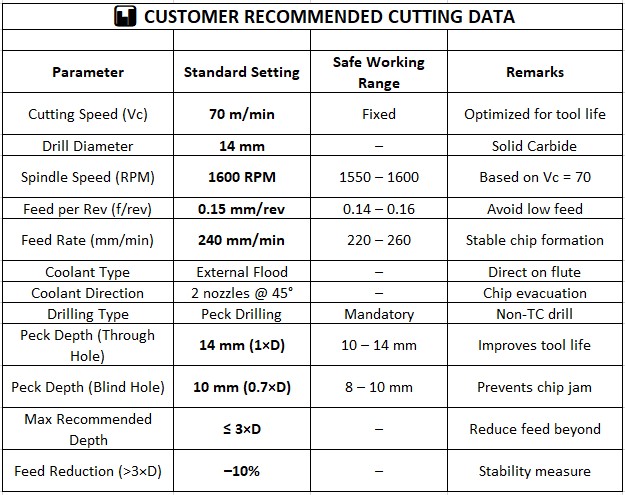
Up to 35 HRC of Job Hardness , optimized for strength and durability under industrial cutting conditions. - Recommended Cutting
Parameters
Spindle Speed: 1600 RPM
Feed Rate: 240 mm/min (0.150 mm/rev) - Cutting Diameter Tolerance
Maintained to h7 in accordance with ISO 286-2. - Flute Length & Overall
Length Tolerance
Controlled within ± 2.00 mm. - Shank Diameter Tolerance
Maintained to h6 in accordance with ISO 286-2. - Shank Ovality & Taper
Controlled to ≤ 0.002 mm to ensure precise clamping and concentricity. - Quality Inspection &
Measurement
Dimensional verification performed on Zoller pre-setting and measuring systems for randomly selected 10% of production output. - Protective Packaging
Individually packed in rigid plastic boxes with internal cushioning to prevent transport damage and edge chipping. - Laser Marking &
Traceability
Each tool is laser-marked with a unique identification number to ensure full production traceability.
SUITABLE WORK MATERIALS (UP TO 35 HRC)
✔
Mild Steel & Low Carbon Steel
✔
Medium Carbon Steel (EN8 / C45)
✔
Low & Medium Alloy Steel (Soft / Annealed)
✔
Austenitic Stainless Steel (304 / 316)
✔
Free-Cutting Steel
✔
Grey & Ductile Cast Iron
✔
Aluminium & Non-Ferrous Metals
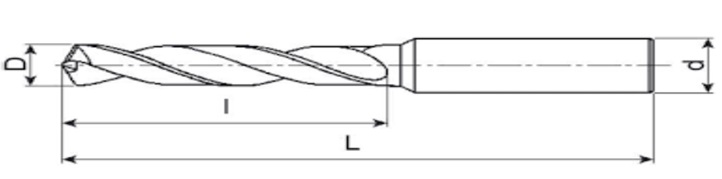
Drawing of The Solid Carbide Drill : à
Catalogue Number ( Model No. ) : SCD14.050x60x102x14-NTC-ALTIN-MAC2000(GP)
|
Cutting Diameter (D) |
Flute Length (I) |
Over All length ( L) |
Shank Diameter (d) |
Number of Flutes |
Coating Type |
Chamfer on Shank End |
|
14.050 mm (h7) |
60 mm |
102 mm |
14 mm (h6) |
02 |
AlTiN |
1.0 mm x 45° |
WHAT SHOULD CHANGE for Stainless Steel Hole Making (COMPARED TO STEEL ≤ 35 HRC)
|
KEY POINTS for S.S.
Application
✔ Stainless steel generates more heat
✔
Tends to work harden if speed is
high or feed is too low
✔
Slightly lower speed with healthy feed
gives best tool life
✔
Shorter peck prevents chip welding
⭐ RECOMMENDED SHOP-FLOOR SETTING (SS
304 / 316)
RPM:
1100
Feed: 165 mm/min
Feed / Rev: 0.15 mm
Peck: 10 mm
-250x250w.jpg "DRILL DIA 4.8MM, SOLID CARBIDE, TOTAL LENGTH: 62MM; FLUTE LENGTH: 34MM ( Q3 )")
COATED(1)-250x250w.jpg "Solid Carbide Drill ( Through Coolant ) For Steel Dia 11.00 mm Substantially Equivalent to SD203A-11.0-33-12R1")

-250x250h.jpg "ENDMILL P/S SOLID CARBIDE DIA 12 X SH DIA 12 X CEL 105 X OAL 150MM -GRADE P30 - TiALN COATED")

 \" Type A \"- Make : SHIVMAC")